



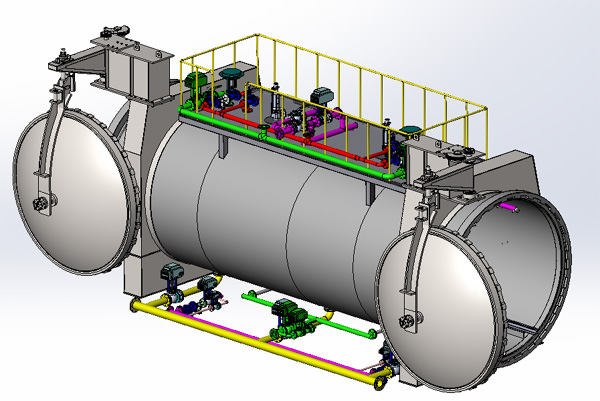
无氧硫化罐的介绍
橡胶件硫化的三大工艺参数是:温度、时间、压力。其中硫化温度是对制品性能影响重要的参数,硫化温度是橡胶进行硫化反应(交联反应)的基本条件,直接影响橡胶硫化速度和制品的质量。与所有化学反映一样,硫化反映随温度升高而加快,易于生成较多的低硫交联键,从而使硫化胶的物理机械性能下降。硫化温度过低,则温度慢,生成效率低,生成较多的多硫交联键。生产中为提高硫化效率,一般提高硫化温度,但高温硫化天然橡胶时,溶于橡胶中的氧随着温度提高而活性加大,引起强烈的氧化作用,破坏了橡胶的组织,降低了硫化胶的物理机械性能,因此在硫化前期进行排氧工艺。
橡胶硫化压力,是保证橡胶零件几何尺寸、结构密度、物理机械的重要因素,同时也能保证零件表面光滑无缺陷,达到橡胶制品的密封要求。
橡胶硫化时间指在一定的温度、压力下,为了使胶料从塑性变成弹性,且达到交联密度优良化,物理机械性能优良化所用的时间。硫化时间是和硫化温度密切相关的,在硫化过程中,硫化胶的各项物理、力学性能达到或接近重要点时,此种硫化程度成为正硫化或最宜硫化。在一定温度下达到正硫化所需的硫化时间称为正硫化时间,一定的硫化温度对应有一定的正硫化时间。当胶料配方和硫化温度一定时,硫化时间决定硫化程度,不同大小和壁厚的橡胶制品通过控制硫化时间来控制硫化程度,通常制品的尺寸越大或越厚,所需硫化时间越长。
为提高硫化的三大要求,提高硫化效率和硫化产品各项性能,我公司成功研制出无氧硫化工艺硫化罐。其硫化工艺过程为: 产品进料—关闭罐门(液压)—蒸汽排氧—胶管硫化(升温阶段)—胶管硫化(保温阶段)——罐内气体排放—胶管清洗、降温—开启罐门(液压)—产品出罐。
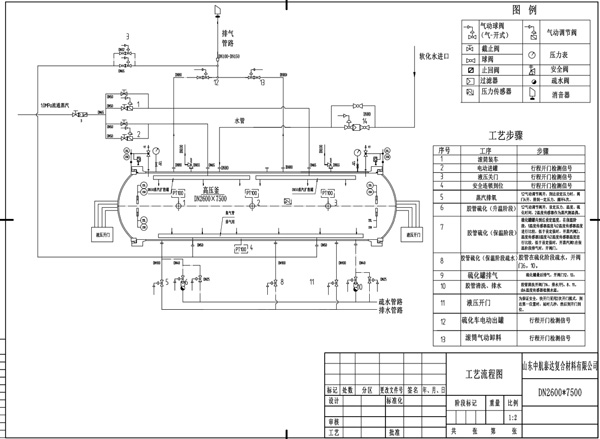
无氧硫化工艺流程图
产品进罐可采用链条式卷扬系统及卷扬机配带牵引车实现自动进出料。通过整个罐体抽真空及利用蒸汽反复循环补排方式,对硫化罐罐内氧气排净,到达无氧硫化的目的。